-
 天然气真空相变炉
天然气真空相变炉
每次运行锅炉之前检查锅炉的煤气压力是否正常,长治真空锅炉,一...
-
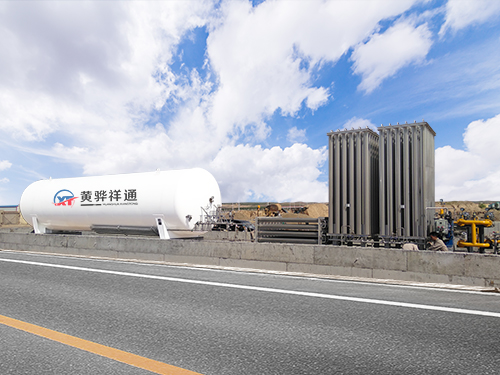 LNG气化站,气化站
LNG气化站,气化站
LNG气化站安全管理,核心内容是要围绕如何防止天然气泄漏、消除引...
-
 LNG储罐,液化天然气储罐,LNG天然气储罐,LNG低温容器,LNG低温储槽
LNG储罐,液化天然气储罐,LNG天然气储罐,LNG低温容器,LNG低温储槽
LNG储罐,隔热型式采用真空粉末隔热技术,储罐内筒及管道材料选用...
-
 有压相变加热炉-XB
有压相变加热炉-XB
有压相变加热炉-XB利用真空相变技术,壳体内压力变为负压,使加热...
-
 水套炉
水套炉
在水套炉的筒体中,装设了火筒、烟管、油盘管等部件,他们占据了...
LNG低温储罐罐顶的气吹顶升
LNG低温储罐罐顶采用钢筋混凝土浇注,内置钢垫板用于顶部的气密性。所用垫板可用作结构模板并可充当一种复合结构使用。在项目建造方案中,地面预制好的拱形钢质罐顶(约607t),在当外墙浇注到第10层、承压环设置完成后,采用微压空气浮升技术,沿混凝土外罐内壁连续平稳浮升至38m高处并通过螺栓锚固和焊接于混凝土外罐顶和承压环上。
气吹顶升是整个LNG项目建造工程中的技术难点和,其原理主要是利用鼓风机向罐内送入压缩风所产生的浮力使储罐拱顶、吊顶上升至储罐顶部就位的一种施工工艺,当罐顶升高至设计高度时,立即用楔子将罐顶固定安装在承压环上,并开始焊接,罐顶稳固的安装在混凝土外罐上。在进吹顶升工作前,要严格仔细地检查储罐的弧度、水平度和密封性,良好的平衡系统和密封系统是成功升顶的关键。
罐顶的气吹顶升将面临顶升件重量大,顶升件与罐壁密封要求高,平衡控制装置复杂等一系列技术难点。罐顶的气吹顶升是大型LNG低温储罐施工的重要控制环节,施工前要根据罐顶重量合理选择鼓风机,设计平衡装置和密封结构,建立完善的指挥、联络、操作系统,罐顶气吹顶升作业一次性顺利完成。
传统的焊条电弧焊、埋弧焊、钨惰性气体保护焊和熔化气体保护焊原则上都适用于9%Ni钢的焊接。气体保护焊对于在车间内进行的管道和预制件的焊接是很适用的,但对于现场安装施工条件,由于气体保护焊易受外界因素的干扰而难以焊接接头的质量。而钨惰性气体保护焊熔敷率低,从经济角度考虑也不适用于大型的焊接工程。大型储罐立缝可以采用半自动MAG焊,但要求焊工焊接技术高度熟练,注意力集中,否则容易产生未熔合之类的缺陷。如采用装有横摆机构的自动爬行小车,则可在很大程度上克服人为因素,易于焊接质量。
焊条电弧焊在大型储罐制造中的应用已有较长的历史,积累了较丰富的实际经验,具有灵活机动的特点。与9%Ni钢相匹配的药皮焊条质量稳定,货源充足,并且已研制出熔敷率高达150%的药皮焊条。因此,焊条电弧焊在大型LNG储罐的焊接中,仍较广泛的应用。
埋弧焊具有较高的效率,同时又能焊接质量,通常用于大型储罐环焊缝的焊接。采用悬挂式横焊机可以实现大型储罐壁板环向对接接头的自动焊。在9%Ni钢的焊接中,由于要求限制焊接热输入,因此埋弧焊的效率不能较大的发挥。根据积累的生产经验,9%Ni钢大型低温储罐施工现场较适用的焊接方法是埋弧焊和焊条电弧焊。当采取良好的屏蔽措施后,也可采用自动和半自动MIG焊或MAG焊。
9%Ni钢在焊接施工时的注意事项:
a.对9%Ni钢的焊接,焊前应对坡口及坡口附近进行清理。打磨与清理应采用氧化铝砂轮及不锈钢钢丝刷。
b.标注时应使用不含氯离子的记号笔。
c.9%Ni钢焊接需交流电源,不允许使用直流电源焊机,以减少对9%Ni钢的磁化。焊接时,应当采用短弧、直线运条方式,焊条较大摆动宽度为焊条直径的2.5倍,焊层厚度<4mm。上下层接头都应错开,一般控制在50mm以上,防止接头集中在同一断面上,避免在丁字缝处熄弧。
d.焊接过程中,每焊完一根焊条,熄弧处都打磨,然后再进行下一根焊条的焊接,以防弧坑微裂纹和延迟裂纹的产生。分段退焊时的熄弧点应在焊缝边缘的母材上。
e.层间温度应控制≤100℃。
