-
 天然气真空相变炉
天然气真空相变炉
每次运行锅炉之前检查锅炉的煤气压力是否正常,长治真空锅炉,一...
-
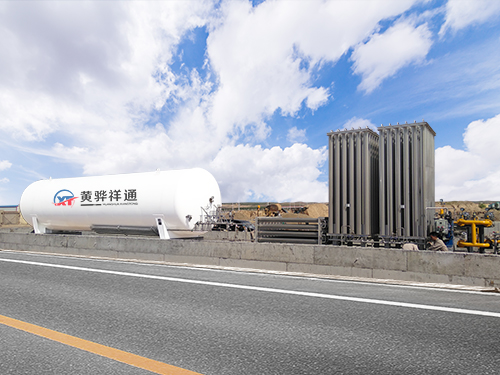 LNG气化站,气化站
LNG气化站,气化站
LNG气化站安全管理,核心内容是要围绕如何防止天然气泄漏、消除引...
-
 LNG储罐,液化天然气储罐,LNG天然气储罐,LNG低温容器,LNG低温储槽
LNG储罐,液化天然气储罐,LNG天然气储罐,LNG低温容器,LNG低温储槽
LNG储罐,隔热型式采用真空粉末隔热技术,储罐内筒及管道材料选用...
-
 有压相变加热炉-XB
有压相变加热炉-XB
有压相变加热炉-XB利用真空相变技术,壳体内压力变为负压,使加热...
-
 水套炉
水套炉
在水套炉的筒体中,装设了火筒、烟管、油盘管等部件,他们占据了...
LNG储罐焊接施工过程中需解决的问题
LNG内罐壁板的焊接质量是整个低温储罐的关键,9%Ni钢焊接接头的质量将决定整个工程质量。9%Ni钢的焊接技术含量高,焊接难度大,该钢种在焊接冶金反应和热循环的作用下,其组织和成分改变,产生脆性相,低温性能下降,冷、热裂纹倾向增大。5083铝合金吊顶是承载罐顶的保冷材料,铝合金在焊接时,整体变形很难控制。
因此,为了9%Ni钢焊焊接接头及5083铝合金焊接接头的质量,在9%Ni钢及5083铝合金焊接施工过程中主要解决以下几个问题:
(1)9%Ni钢焊接过程中,冷、热裂纹的预防。
(2)9%Ni钢在服役过程中,需解决低温韧性的下降问题。
(3)通过合理的方法,解决9%Ni钢在焊接过程中出现的电弧磁偏吹问题。
(4)5083铝合金吊顶在焊接过程中的焊接变形控制。
大型LNG低温储罐是液化石油气储运过程中的核心设备,其建造技术复杂,要求严格。而9%Ni钢内罐壁板的焊接技术是大型LNG低温储罐建设的关键,其焊接接头性能的好坏直接关系到储罐的施工质量与性。
目前,9%Ni钢的焊接方法主要有:焊条电弧焊(SMAW)、手工钨氢弧焊(GTAW)、熔化惰性气体保护焊(GMAW)及埋弧自动焊(SAW)等。气体保护焊对于在车间内进行的管道和预制件的焊接是很适用的,但对于现场安装施工条件,由于气体保护焊易受外界因素的干扰而难以焊接接头的质量。加上气体保护焊熔敷效率较低,从经济角度考虑也不适用于大型的焊接工程。
焊条电弧焊(SMAW)在大型储罐中的应用已有较长的历史,积累了较丰富的实际经验,具有灵活机动的特点。来,与9%Ni钢相匹配的焊条质量稳定,货源充足,并已研制出熔敷达150%的焊条,因此,焊条电弧焊仍较广泛的应用。
埋弧焊(SAW)是熔敷效率较高的一种焊接方法,同时又能焊接质量,特别是在大型LNG储罐环焊缝焊接时,由于使用了环缝焊接机械系统,其优点加突出,但在9%Ni钢的焊接中,由于要求限制热输入,埋弧焊的效率不能较大发挥。根据积累的9%Ni钢大型储罐施工经验,现场较的焊接方法是埋弧自动焊和焊条电弧焊。采取良好的防风措施后,也可采用自动或半自动的MIG或TIG焊。
内罐壁板的焊接方法采用焊条电弧焊与埋弧自动焊两种焊接相结合的方法来完成。焊条电弧焊常用于立焊缝的焊接及横焊缝的打底焊,埋弧自动焊常用于横焊缝的填充及盖面。
内罐壁板承担着盛装冷夜和密封的作用,是低温储罐的主要构件。由于作为LNG主要成分的甲烷,沸点是-162℃,这就所选择的储罐材料在如此低的温度下能工作。能在-162℃下使用的材料有9%Ni钢、铝合金、奥氏体不锈钢及镍基合金等。随着储罐大型化,对制造用材也提出了、加工性好、焊接性优良等要求。在上述几种材料中,9%Ni钢是较经济的一种材料。
9%Ni钢的焊材一般都采用焊后能获得稳定低温韧性的镍基合金作为焊接材料,尽管现在已研制出与母材成分相同的焊材,但是9%Ni钢用焊接材料仍然以高Ni合金为主。9%Ni钢焊材的选择一般应考虑以下几个问题:
(1)低温韧性
9%Ni钢主要用来建造低温设备,焊缝要在低温下工作,在选择焊接材料时,要考虑焊缝的低温韧性问题。
(2)热膨胀
9%Ni钢的线膨胀系数较大。在20℃到-196℃之间。为了降低焊接接头的焊接残余应力,在选择焊接材料时,焊缝金属的热膨胀系数应尽可能的接近9%Ni钢的热膨胀系数。
(3)电弧磁偏吹
由于9%Ni钢是一种强磁性材料,易于出现磁偏吹现象。因此,尽量选用适应交流电源施焊的焊条或焊丝焊剂。
内罐壁板的焊接工艺为埋弧自动焊和焊条电弧焊,并且在壁板的立缝焊接时,为了较好的操作,采用焊条电弧焊来完成,现场组焊,焊接接头形式为开坡口的对接接头。内罐壁板的环向焊接时,为了提高焊接效率,采用埋弧自动焊来完成,焊接接头形式也是开坡口的对接接头形式,其坡口形式均为K形坡口。焊接时,由于壁板的厚度不同,为了,在厚度方向每块板子的中性层是对齐的。
